 13418781512
13418781512 醫(yī)療微小件沖壓加工工藝:0.1mm精密件的生產(chǎn)門道,安全與精度雙在線
2025-11-28
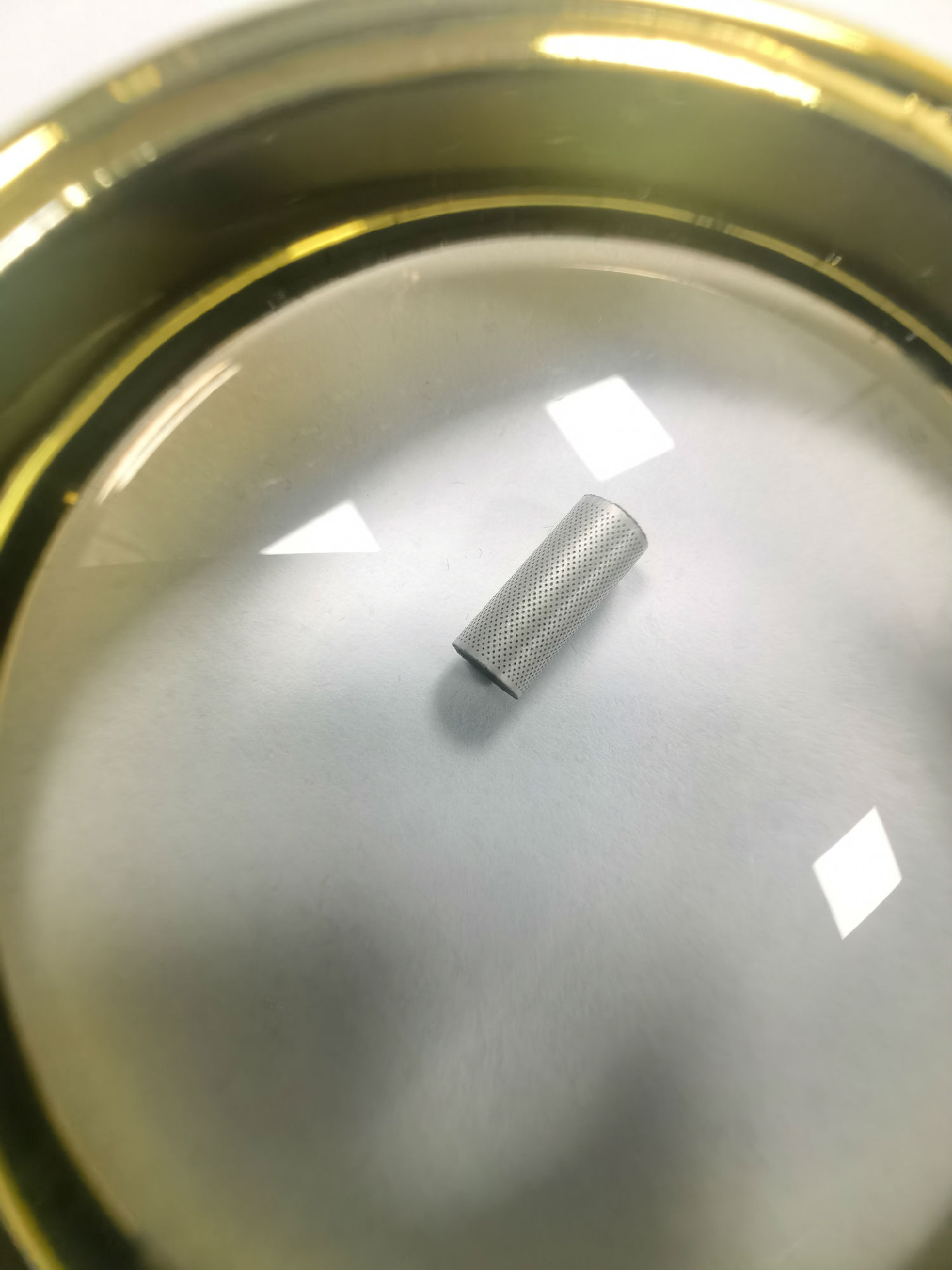
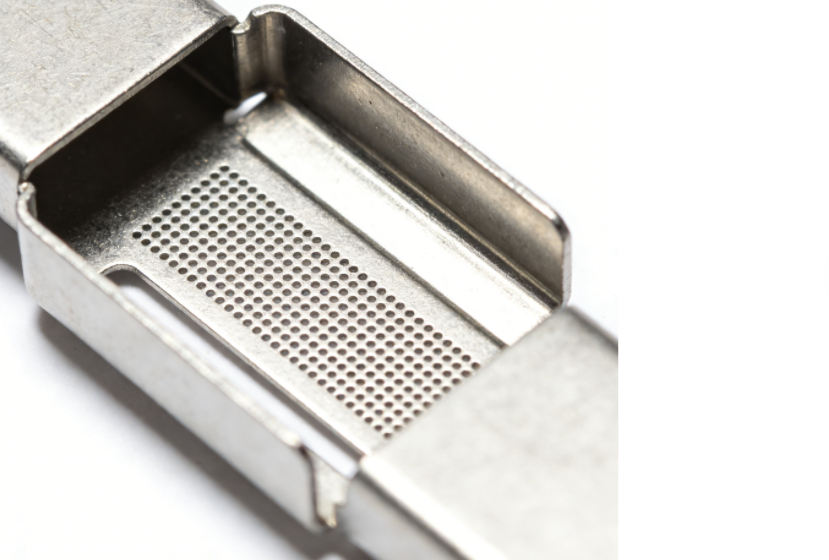
醫(yī)療微小件沖壓加工工藝是醫(yī)療器械制造的核心環(huán)節(jié),像骨科螺釘?shù)奈⑿涂住⒀窃嚰埖碾姌O片、微創(chuàng)器械的傳動部件,這些尺寸≤5mm、精度達(dá)±0.005mm的精密件,都離不開這套工藝的加持。它不僅要滿足“毫米級尺寸、微米級精度” 的要求,更要守住醫(yī)療安全的底線,每一個步驟都暗藏門道。
醫(yī)療微小件沖壓首先得闖過“材料關(guān)”。常用的316L不銹鋼、鈦合金、可降解PLA材料,各有加工難點(diǎn):鈦合金硬度高(HRC35-40),沖壓易開裂;PLA材料脆,低溫下易破碎。因此工藝第一步就是 “材料預(yù)處理”—— 金屬件需經(jīng)退火處理(150-200℃保溫2小時)降低硬度,PLA件則要在 50℃恒溫環(huán)境下加工,避免脆性斷裂。某醫(yī)療企業(yè)曾因省略鈦合金預(yù)處理,導(dǎo)致沖壓件開裂率達(dá)20%,后續(xù)補(bǔ)充預(yù)處理后,良率提升至98%。
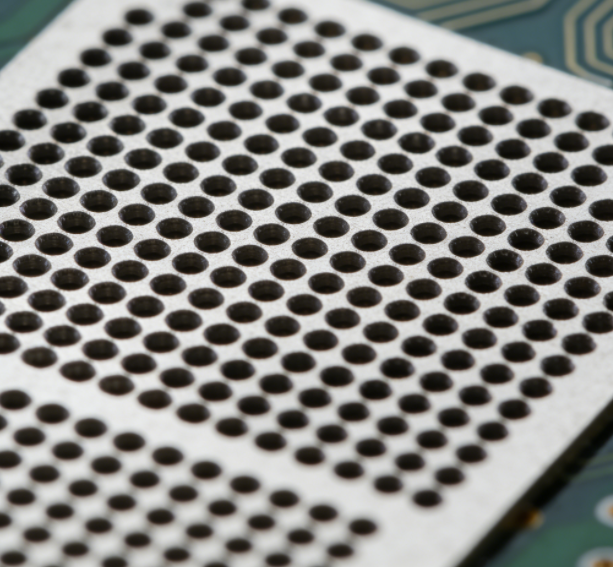
模具是沖壓精度的“核心密碼”。醫(yī)療微小件沖壓模具必須采用“慢走絲切割 + 鏡面拋光”工藝,刃口粗糙度≤Ra0.02μm,導(dǎo)柱與導(dǎo)套的配合間隙≤0.003mm,確保沖壓時上下模精準(zhǔn)對齊。比如加工0.1mm厚的不銹鋼醫(yī)療導(dǎo)管,模具刃口若有0.001mm的磨損,就會導(dǎo)致導(dǎo)管邊緣出現(xiàn)毛刺,劃傷人體組織。因此正規(guī)廠家會每加工1 萬件就檢修模具,及時研磨刃口,避免精度偏差。
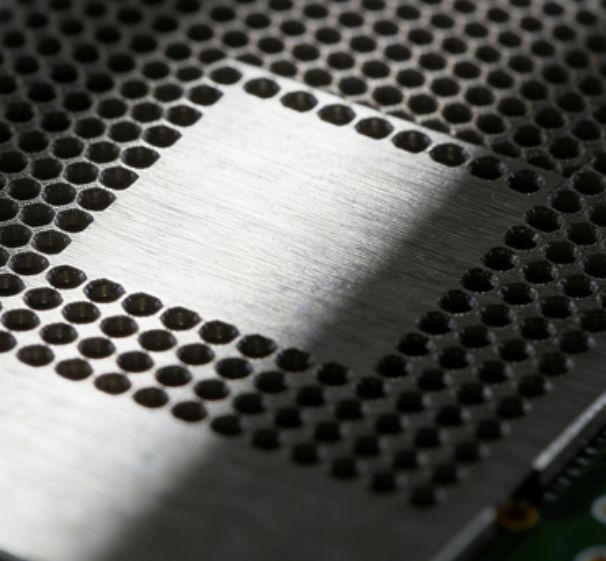
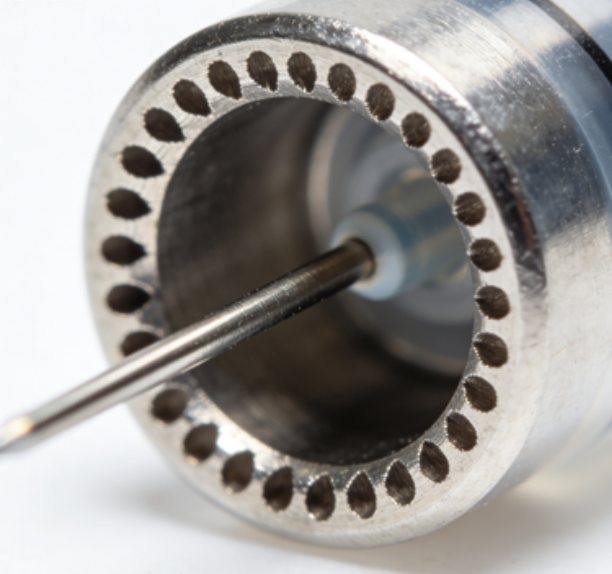
沖壓工藝參數(shù)的把控更是“差之毫厘謬以千里”。針對不同材料,沖壓力、沖壓速度需精準(zhǔn)匹配:316L不銹鋼件沖壓力控制在5-10kN,速度30-40mm/s;鈦合金件沖壓力提升至8-15kN,速度降至20-30mm/s,減少材料拉伸變形。同時,采用“伺服沖壓+ 實(shí)時監(jiān)測”技術(shù),通過壓力傳感器捕捉?jīng)_壓過程中的參數(shù)波動,一旦超出閾值立即停機(jī),避免批量廢件。某微創(chuàng)器械廠通過優(yōu)化參數(shù),將0.2mm孔徑的沖壓誤差從±0.01mm縮小至±0.005mm,完全滿足醫(yī)療標(biāo)準(zhǔn)。
后處理環(huán)節(jié)是安全保障的“最后一公里”。沖壓后的零件需經(jīng)過去毛刺、去應(yīng)力、消毒三大步驟:用電化學(xué)去毛刺技術(shù)清除≤0.001mm的微小毛刺,通過低溫退火消除內(nèi)部應(yīng)力,最后經(jīng)134℃高溫高壓消毒,確保符合醫(yī)療無菌要求。這些步驟看似繁瑣,卻是避免部件劃傷人體、防止后期斷裂的關(guān)鍵。
醫(yī)療微小件沖壓加工工藝,是精度與安全的雙重考驗(yàn)。從材料預(yù)處理到模具制造,從參數(shù)優(yōu)化到后處理,每一個環(huán)節(jié)都凝聚著精密制造的智慧。隨著技術(shù)升級,如今已實(shí)現(xiàn)“48小時定制出樣、批量生產(chǎn)良率99%”的突破,為微創(chuàng)醫(yī)療、體外診斷等領(lǐng)域提供了可靠支撐,也讓醫(yī)療器械更精準(zhǔn)、更安全地服務(wù)于患者。
相關(guān)資訊
-
微小件微孔沖壓用伺服機(jī)還是普通機(jī)?差別在哪?
在微小件微孔沖壓加工中,“選伺服機(jī)還是普通機(jī)”是企業(yè)常糾結(jié)的問題——前者設(shè)備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會不會嫌量少不接?”這是很多企業(yè)小批量采購微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現(xiàn)...
-
微小件微孔沖壓后變形?材料預(yù)處理是關(guān)鍵
微小件微孔沖壓變形,本質(zhì)是材料“內(nèi)在狀態(tài)”與沖壓受力不匹配。針對不銹鋼、鈦合金、...
-
醫(yī)療級微小件微孔沖壓,要符合哪些安全標(biāo)準(zhǔn)?
醫(yī)療級微小件微孔沖壓絕非“精度達(dá)標(biāo)即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產(chǎn)周期?
微小件微孔沖壓交貨慢,本質(zhì)是流程和效率的問題。通過模塊化模具、自動化設(shè)備、并行流...
服務(wù)熱線:
聯(lián)系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區(qū)觀湖街道觀城社區(qū)橫坑河?xùn)|村鑫濤源工業(yè)園一樓