 13418781512
13418781512 醫(yī)療五金深孔加工:孔壁不光滑?可能是這3個地方?jīng)]做好
2025-10-28
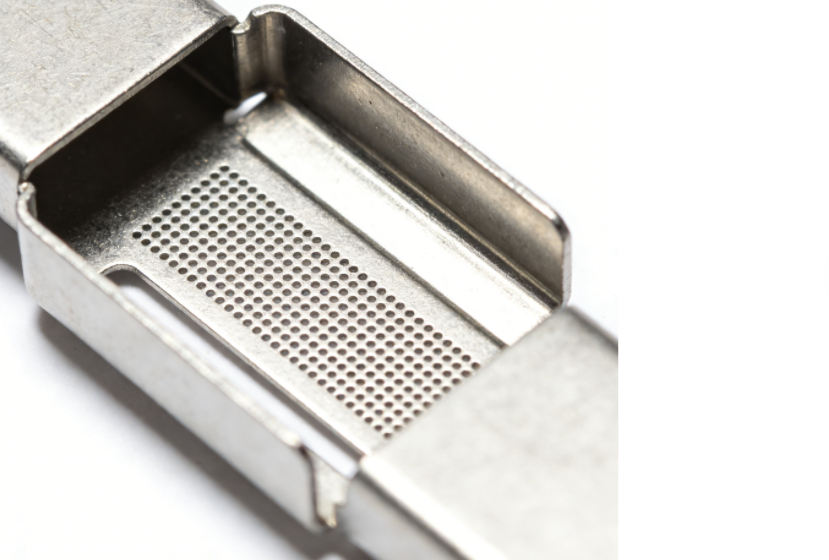
做醫(yī)療五金深孔加工的朋友都知道,孔壁光滑度(粗糙度)是“硬指標(biāo)”——比如血液接觸的部件,粗糙度得≤Ra0.8μm,不然會掛住血細(xì)胞;植入體內(nèi)的件,粗糙度得≤Ra0.4μm,避免刺激組織。但實(shí)際加工中,很多人明明設(shè)備挺好,卻總做不出光滑的孔,其實(shí)問題可能出在3個容易被忽略的地方。
第一個地方是 “刀具刃口沒磨好”。刀具就像削鉛筆的刀,刃口要是有毛刺、不鋒利,削出來的孔壁肯定不光滑。比如加工316L不銹鋼的深孔,用的硬質(zhì)合金鉆頭,要是刃口研磨時角度沒調(diào)好(比如主偏角應(yīng)該118°,結(jié)果磨成了125°),切削時會 “啃” 著材料走,而不是 “切” 著走,孔壁上會留下一道道劃痕,粗糙度直接超 Ra1.6μm。還有些人圖省事,用舊刀加工,刃口都鈍了還接著用,結(jié)果不僅孔壁差,還容易斷刀,得不償失。
正確的做法是,每次加工前檢查刀具刃口,用放大鏡看有沒有毛刺、缺口,要是有就重新研磨;加工不同材料換專用刀,不銹鋼用 “鋒利型刃口”,鈦合金用 “強(qiáng)化型刃口”(刃口稍微鈍一點(diǎn),避免崩刃),別一把刀用到底。之前有個客戶就是因?yàn)橐恢庇猛话训都庸げ讳P鋼和鈦合金,孔壁粗糙度總不穩(wěn)定,換了專用刀后,合格率一下從70%升到98%。
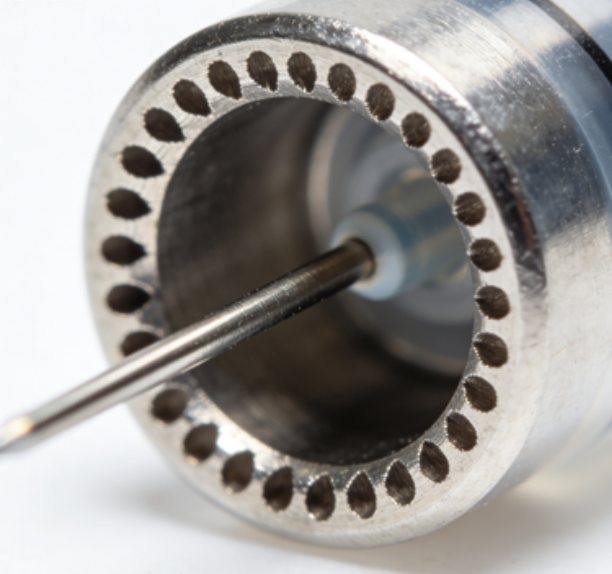
第二個地方是 “冷卻潤滑沒跟上”。深孔加工時,刀具和工件摩擦?xí)a(chǎn)生大量熱,要是冷卻油沒噴到刀刃上,或者油量不夠,材料會因?yàn)楦邷刈冘洠吃诘稐U上,孔壁就會被刮花。比如加工直徑1.5mm、深度9mm的鈦合金深孔,冷卻油壓力要是低于5MPa,油噴不到孔底,刀刃溫度升高,鈦合金會粘在刀桿上,孔壁會出現(xiàn) “撕痕”,粗糙度超Ra1.2μm。
而且冷卻油的 “潤滑性” 也很重要,醫(yī)用級冷卻油里得有專用添加劑,能在刀刃和材料之間形成一層油膜,減少摩擦。要是用了劣質(zhì)冷卻油,潤滑不夠,哪怕壓力夠,孔壁還是會不光滑,后期還得額外拋光,增加成本。
第三個地方是 “加工參數(shù)設(shè)錯了”。切削速度、進(jìn)給量要是和材料不匹配,孔壁肯定好不了。比如加工316L不銹鋼,切削速度太快(超過100m/min),刀刃發(fā)熱嚴(yán)重,容易粘屑;太慢(低于60m/min),切削力太大,孔壁會有 “擠痕”。進(jìn)給量也一樣,太大(超 0.15mm/r),每一刀切得太多,孔壁粗糙;太小(低于0.05mm/r),效率低還容易讓刀具 “蹭” 著材料走,同樣不光滑。
比如加工直徑2mm的不銹鋼深孔,合適的參數(shù)是切削速度80m/min、進(jìn)給量 0.1mm/r,這樣切出來的孔壁光滑,效率也高。要是參數(shù)錯了,哪怕其他地方都做好,孔壁還是不達(dá)標(biāo)。所以加工前一定要查工藝手冊,或者先試鉆幾個件,調(diào)整好參數(shù)再批量生產(chǎn)。
相關(guān)資訊
-
微小件微孔沖壓用伺服機(jī)還是普通機(jī)?差別在哪?
在微小件微孔沖壓加工中,“選伺服機(jī)還是普通機(jī)”是企業(yè)常糾結(jié)的問題——前者設(shè)備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會不會嫌量少不接?”這是很多企業(yè)小批量采購微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現(xiàn)...
-
微小件微孔沖壓后變形?材料預(yù)處理是關(guān)鍵
微小件微孔沖壓變形,本質(zhì)是材料“內(nèi)在狀態(tài)”與沖壓受力不匹配。針對不銹鋼、鈦合金、...
-
醫(yī)療級微小件微孔沖壓,要符合哪些安全標(biāo)準(zhǔn)?
醫(yī)療級微小件微孔沖壓絕非“精度達(dá)標(biāo)即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產(chǎn)周期?
微小件微孔沖壓交貨慢,本質(zhì)是流程和效率的問題。通過模塊化模具、自動化設(shè)備、并行流...
服務(wù)熱線:
聯(lián)系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區(qū)觀湖街道觀城社區(qū)橫坑河?xùn)|村鑫濤源工業(yè)園一樓