 13418781512
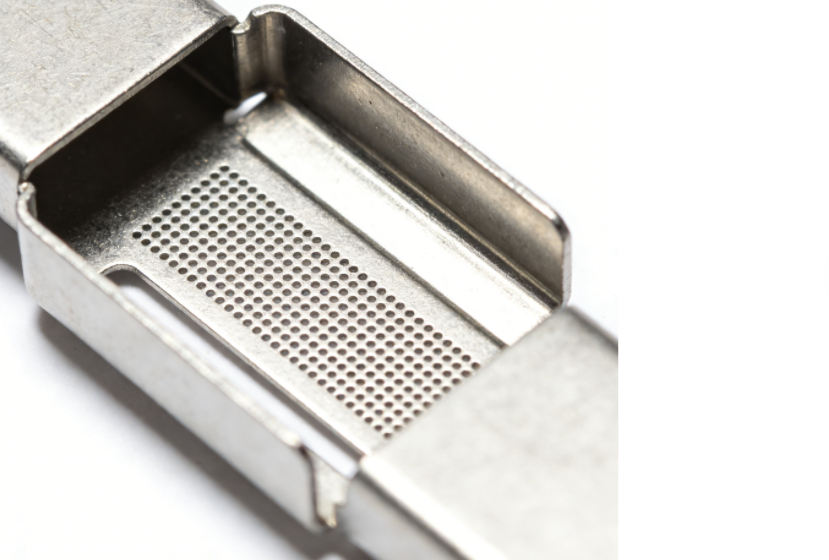
13418781512 微小件微孔沖壓加工常見(jiàn)問(wèn)題:原因分析與解決辦法
2025-09-15
在微小件微孔沖壓生產(chǎn)中,即便工藝設(shè)計(jì)完善,也可能因設(shè)備磨損、參數(shù)波動(dòng)等問(wèn)題,出現(xiàn)微孔偏移、毛刺超標(biāo)、材料開(kāi)裂等故障。這些問(wèn)題不僅影響產(chǎn)品質(zhì)量,還會(huì)增加返工成本(行業(yè)平均返工率約8%)。精準(zhǔn)定位原因并快速解決,是保障生產(chǎn)穩(wěn)定性的關(guān)鍵。
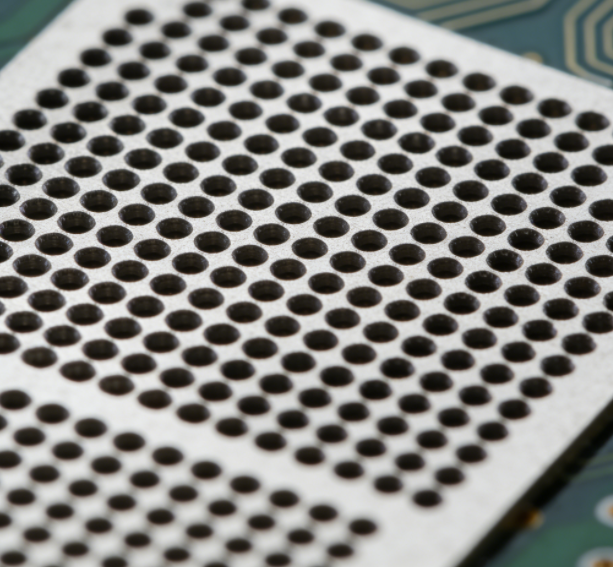
問(wèn)題1:微孔偏移,位置誤差超標(biāo)(>±0.005mm)
常見(jiàn)原因
模具定位部件磨損:導(dǎo)柱、導(dǎo)套使用超5000次后,配合間隙易從≤0.003mm增至0.008mm以上,導(dǎo)致上下模錯(cuò)位;
送料精度不足:傳統(tǒng)機(jī)械送料機(jī)構(gòu)的步距誤差達(dá)0.01mm,無(wú)法滿足微小件的定位需求;
沖壓速度過(guò)快:薄料(≤0.1mm)在高速?zèng)_壓(>60mm/s)時(shí),易在模具內(nèi)滑動(dòng),導(dǎo)致孔位偏移。
解決辦法
定期(每 3000 次沖壓)檢查模具導(dǎo)柱、導(dǎo)套,間隙超0.005mm及時(shí)更換;
升級(jí)為伺服送料系統(tǒng),步距精度控制在±0.003mm內(nèi),同時(shí)搭配光電定位傳感器,實(shí)時(shí)校準(zhǔn)送料位置;
根據(jù)材料厚度調(diào)整速度:薄料(≤0.1mm)降至20-30mm/s,厚料(0.1-0.5mm)控制在30-50mm/s。某企業(yè)加工 0.3mm孔徑的醫(yī)療導(dǎo)管微孔時(shí),因送料誤差導(dǎo)致偏移,升級(jí)伺服送料后,位置誤差從0.012mm降至0.004mm。
問(wèn)題2:微孔邊緣毛刺超標(biāo)(>0.005mm)
常見(jiàn)原因
模具刃口鈍化:加工1萬(wàn)件后,刃口易出現(xiàn)微小磨損(粗糙度從Ra0.02μm升至Ra0.05μm),無(wú)法精準(zhǔn)剪切材料;
模具間隙不匹配:例如不銹鋼材料沖壓時(shí),模具間隙若小于材料厚度的5%(如0.2mm厚材料間隙<0.01mm),會(huì)導(dǎo)致材料過(guò)度擠壓,產(chǎn)生“擠壓型” 毛刺;
沖壓油潤(rùn)滑不足:低黏度沖壓油(<20cSt)無(wú)法形成有效油膜,材料與模具摩擦增大,產(chǎn)生毛刺。
解決辦法
每加工1萬(wàn)件后,用金剛石砂輪(粒度W1.5)研磨模具刃口,恢復(fù)刃口鋒利度;
根據(jù)材料調(diào)整模具間隙:金屬材料取厚度的5%-8%,塑料材料取3%-5%(如0.2mm鈦合金薄片,間隙設(shè)為0.01-0.016mm);
選用高潤(rùn)滑性沖壓油(黏度20-40cSt),并在模具刃口處增設(shè)噴油嘴,確保潤(rùn)滑充分。某電子企業(yè)通過(guò)調(diào)整間隙與潤(rùn)滑,將毛刺不良率從12%降至0.5%。
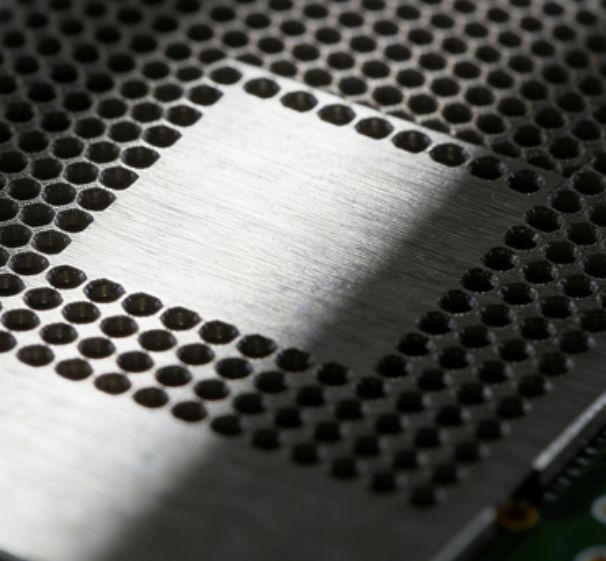
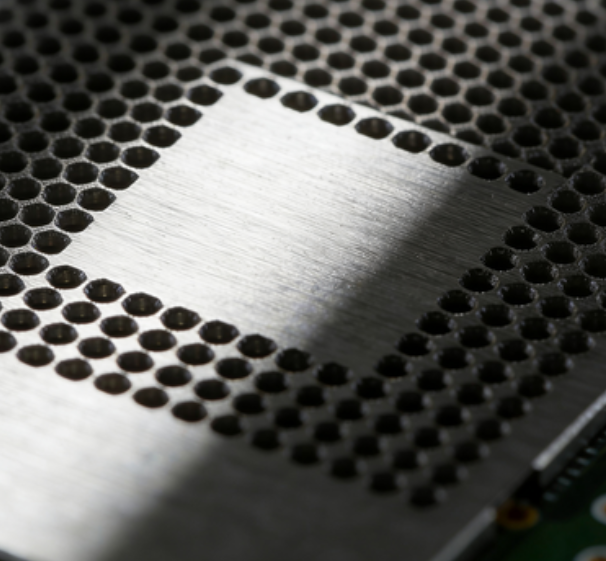
問(wèn)題3:材料開(kāi)裂,尤其在微孔邊緣
常見(jiàn)原因
材料韌性不足:低溫環(huán)境(<10℃)加工塑料件,或使用時(shí)效硬化的金屬材料(如存放超6個(gè)月的鈦合金),易導(dǎo)致材料脆化;
工藝參數(shù)不合理:沖壓力過(guò)大(超過(guò)材料屈服強(qiáng)度的1.2倍)或成型速度過(guò)快,超過(guò)材料承受極限;
設(shè)計(jì)缺陷:微孔邊距過(guò)小(<0.3mm),沖壓時(shí)應(yīng)力集中在孔邊,導(dǎo)致開(kāi)裂。
解決辦法
控制加工環(huán)境溫度:塑料件加工溫度不低于50℃,金屬件避免在- 10℃以下加工;對(duì)存放過(guò)久的金屬材料,提前進(jìn)行退火處理(如鈦合金500℃保溫1小時(shí))恢復(fù)韌性;
通過(guò)試沖優(yōu)化參數(shù):先以低壓力、慢速度試沖10件,逐步調(diào)整至最佳值(如PEEK塑料微小件,沖壓力從10kN降至6kN,速度從40mm/s降至25mm/s);
優(yōu)化設(shè)計(jì):確保微孔邊距≥0.3mm,或在孔邊與部件邊緣間設(shè)R0.1mm圓弧過(guò)渡,分散應(yīng)力。某航空企業(yè)通過(guò)設(shè)計(jì)優(yōu)化,解決了0.15mm孔徑高溫合金部件的開(kāi)裂問(wèn)題。
通過(guò)針對(duì)性解決上述問(wèn)題,可將微小件微孔沖壓的不良率控制在2%以下,同時(shí)提升生產(chǎn)效率,降低企業(yè)成本。
相關(guān)資訊
-
微小件微孔沖壓用伺服機(jī)還是普通機(jī)?差別在哪?
在微小件微孔沖壓加工中,“選伺服機(jī)還是普通機(jī)”是企業(yè)常糾結(jié)的問(wèn)題——前者設(shè)備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會(huì)不會(huì)嫌量少不接?”這是很多企業(yè)小批量采購(gòu)微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現(xiàn)...
-
微小件微孔沖壓后變形?材料預(yù)處理是關(guān)鍵
微小件微孔沖壓變形,本質(zhì)是材料“內(nèi)在狀態(tài)”與沖壓受力不匹配。針對(duì)不銹鋼、鈦合金、...
-
醫(yī)療級(jí)微小件微孔沖壓,要符合哪些安全標(biāo)準(zhǔn)?
醫(yī)療級(jí)微小件微孔沖壓絕非“精度達(dá)標(biāo)即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產(chǎn)周期?
微小件微孔沖壓交貨慢,本質(zhì)是流程和效率的問(wèn)題。通過(guò)模塊化模具、自動(dòng)化設(shè)備、并行流...
服務(wù)熱線:
聯(lián)系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區(qū)觀湖街道觀城社區(qū)橫坑河?xùn)|村鑫濤源工業(yè)園一樓