 13418781512
13418781512 醫療器械沖壓工藝揭秘:毫米級器械的“微米級”制造邏輯
2025-12-10
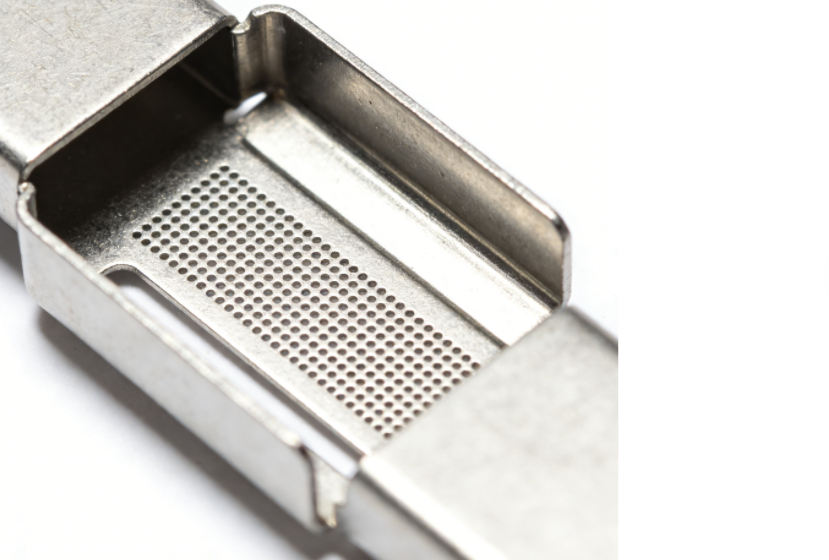
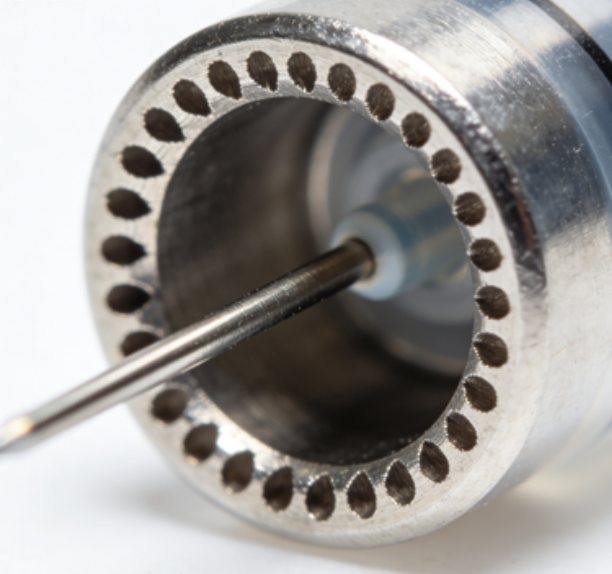
一把微創止血鉗,鉗頭僅5mm卻能精準夾閉血管;一枚心臟支架,直徑2mm的支撐梁上布滿0.1mm微孔——這些精密醫療器械的誕生,全靠醫療器械沖壓工藝的“精雕細琢”。不同于普通工業沖壓,醫療領域的工藝邏輯,是用“微米級”的控制,打造“毫米級”的安全器械。
模具是工藝的“靈魂”,其精度直接決定器械品質。醫療沖壓模具必須經過“慢走絲切割+鏡面拋光”雙重處理,刃口公差控制在±0.002mm內,導柱與導套的配合間隙不超過0.003mm。就像加工血糖試紙的電極片模具,刃口若有0.001mm的磨損,就會導致電極片邊緣出現毛刺,影響檢測精度。正規廠家會建立“模具檔案”,每加工5000件就用激光干涉儀校準,確保模具始終處于最佳狀態。
材料處理的“差異化”是工藝關鍵。針對不同器械,沖壓前的材料預處理各有講究:不銹鋼手術器械需經180℃退火2小時,降低硬度避免沖壓開裂;鈦合金骨科螺釘則要做表面噴砂,增加后續涂層附著力。某廠家曾因省略鈦合金預處理步驟,導致3000枚螺釘沖壓后出現微小裂紋,直接判定為廢品,損失超10萬元。
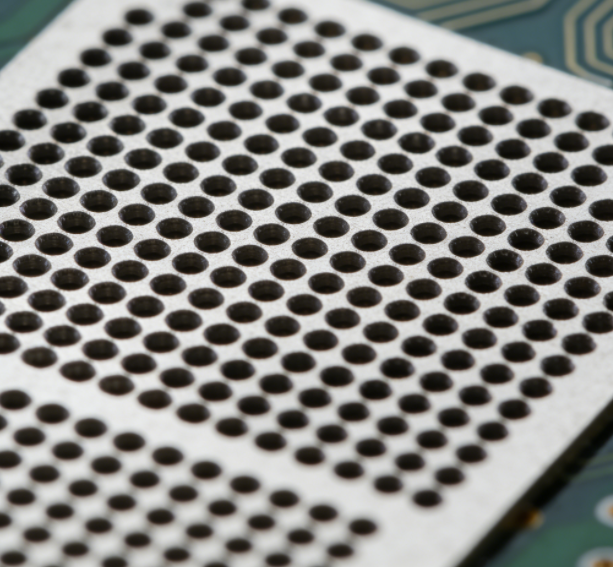
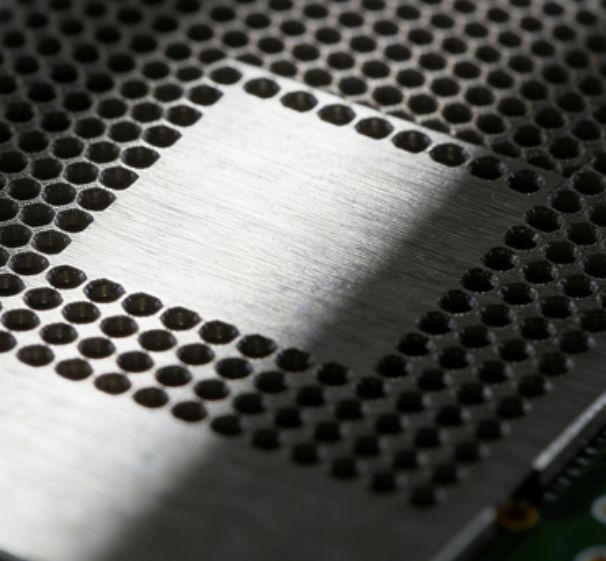
沖壓參數的“精準匹配”是品質保障。加工0.3mm厚的不銹鋼止血鉗,沖壓力需穩定在8-10kN,速度控制在30mm/s,防止材料拉伸變形;而加工0.1mm的心臟支架網絲,沖壓力要降至3-5kN,速度放緩至15mm/s,避免網絲斷裂。現在主流的伺服沖壓設備,能通過壓力傳感器實時捕捉參數波動,一旦超出閾值立即停機,將廢件率控制在0.5%以下。
后處理是工藝的“收尾防線”。沖壓后的器械要經過電化學去毛刺、超聲波清洗、高溫鈍化三道工序。其中電化學去毛刺能清除0.001mm的微小毛邊,這是手工打磨無法實現的;高溫鈍化則在金屬表面形成氧化膜,讓手術器械在高溫消毒后不易生銹。
醫療器械沖壓工藝,是精度與安全的平衡藝術。從模具的精修到材料的預處理,從參數的微調再到后處理的凈化,每一個環節的嚴苛把控,都在為患者的安全筑牢防線。這些藏在工藝里的細節,正是醫療器械“既精密又可靠”的核心密碼。
相關資訊
-
微小件微孔沖壓用伺服機還是普通機?差別在哪?
在微小件微孔沖壓加工中,“選伺服機還是普通機”是企業常糾結的問題——前者設備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會不會嫌量少不接?”這是很多企業小批量采購微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現...
-
微小件微孔沖壓后變形?材料預處理是關鍵
微小件微孔沖壓變形,本質是材料“內在狀態”與沖壓受力不匹配。針對不銹鋼、鈦合金、...
-
醫療級微小件微孔沖壓,要符合哪些安全標準?
醫療級微小件微孔沖壓絕非“精度達標即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產周期?
微小件微孔沖壓交貨慢,本質是流程和效率的問題。通過模塊化模具、自動化設備、并行流...
服務熱線:
聯系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區觀湖街道觀城社區橫坑河東村鑫濤源工業園一樓